


жөҺеҚ—йЎәеҘҮеҮҖеҢ–е·ҘзЁӢжңүйҷҗе…¬еҸё
з”өиҜқпјҲдј зңҹпјүпјҡ0531-68824415
жүӢ жңәпјҡ13854165330
Q Qпјҡ340095748
иҒ”зі»дәә:еј з»ҸзҗҶ
йӮ® зј–:250024
йӮ® з®ұ:340095748@qq.com
ең° еқҖ:еұұдёңзңҒжөҺеҚ—еёӮеӨ©жЎҘеҢәж–°еҫҗеұ…委дјҡй»„жІіе»әйӮҰеӨ§жЎҘиҘҝдҫ§1-6еҸ·
з©әж°”дёӯзҡ„жө®жёёзІ’еӯҗиҝҗеҠЁеҸ—ж°”дҪ“жөҒеҠЁгҖҒеёғжң—жү©ж•ЈгҖҒйҮҚеҠӣгҖҒйқҷз”өеҠӣгҖҒеҮқиҒҡгҖҒи’ёеҸ‘зӯүеҗ„з§ҚеӨ–з•ҢеҠӣе…ұеҗҢдҪңз”ЁгҖӮзү№еҲ«жҳҜзІ’еҫ„е°ҸдәҺ1Ојmзҡ„еҫ®зІ’еӯҗ移еҠЁдё»иҰҒеҸ—ж°”жөҒзҡ„еҪұе“ҚпјҢ并йҡҸзқҖж°”жөҒзҡ„ж–№еҗ‘移еҠЁгҖӮеӣ жӯӨпјҢеҮҶзЎ®жҺҢжҸЎж°”жөҒзҡ„жөҒеҠЁзү№жҖ§пјҢ并иҝӣиЎҢиүҜеҘҪзҡ„ж°”жөҒжҺ§еҲ¶жҳҜдҝқиҜҒжҙҒеҮҖе®ӨжҙҒеҮҖеәҰзҡ„е…ій”®гҖӮжүҖд»ҘеҜ№дәҺжҙҒеҮҖеәҰиҰҒжұӮй«ҳзҡ„TFT LCD еҲ¶йҖ зӯүеҚҠеҜјдҪ“иҠҜзүҮеҲ¶йҖ дёҡпјҢжҸҗеҚҮдә§е“ҒиүҜзҺҮпјҢйҷҚдҪҺжҲҗжң¬пјҢжңҖйҮҚиҰҒзҡ„жҳҜжҙҒеҮҖе®ӨеҶ…йғЁж°”жөҒжҺ§еҲ¶е’Ңж”№е–„гҖӮжҖ»д№ӢпјҢжҙҒеҮҖе®ӨеҶ…ж°”жөҒзҡ„жҺ§еҲ¶е’Ңж”№е–„пјҢеҜ№дәҺTFTLCD дә§е“ҒиүҜзҺҮжҸҗеҚҮе…·жңүйқһеёёйҮҚиҰҒзҡ„ж„Ҹд№үгҖӮ
1 еӣҪеҶ…еӨ–жҠҖжңҜеҸ‘еұ•зҺ°зҠ¶
1.1 еӣҪеҶ…еӨ–з ”з©¶зҺ°зҠ¶
дҝ„зҪ—ж–ҜеңЁ2003е№ҙ3жңҲеҮәзүҲдәҶ第дёҖйғЁз”ұAВ·EВ·иҙ№еӨҡжүҳеӨ«зј–и‘—зҡ„жңүе…іжҙҒеҮҖе®ӨжҠҖжңҜдё“и‘—гҖӮиҜҘд№Ұд»ҺжҙҒеҮҖе®ӨжҠҖжңҜе’Ңж°”жә¶иғ¶жұЎжҹ“жҺ§еҲ¶зҡ„зҗҶи®әеҹәзЎҖеҲ°е®һи·өз»ҸйӘҢдҪңдәҶе…Ёйқўзҡ„йҳҗйҮҠгҖӮYoung-Jae Won ж•ҷжҺҲеңЁгҖҠз”өеӯҗеҺӮжҲҝжҙҒеҮҖе®Өж°”жөҒз»„з»Үзҡ„зҗҶи®әеҸҠе®һйӘҢз ”з©¶гҖӢдёӯйҳҗиҝ°дәҶеҪұе“Қж°”жөҒзҡ„дё»иҰҒеӣ зҙ пјҢж°”жөҒе®һжөӢдёҺжЁЎжӢҹе®һйӘҢеҲҶжһҗеҸҠеҸҳеҠЁйў„жөӢгҖӮзҺӢжө·жЎҘзӯүдәәеңЁе…¶зј–и‘—зҡ„гҖҠз©әж°”жҙҒеҮҖжҠҖжңҜгҖӢдёӯжҸҗеҲ°з©әж°”жҙҒеҮҖзҡ„еҺҹзҗҶпјҢжұЎжҹ“зү©дёҺжҙҒеҮҖе®ӨеҸҠйў„жөӢж°”жөҒз»„з»ҮеҲҶжһҗжҠҖжңҜгҖӮ2009 е№ҙеҲқпјҢе®ӢеҠҹдёҡзӯүдәәй’ҲеҜ№жҙҒеҮҖе®Өзҡ„жҙҒеҮҖиҰҒжұӮеҜ№жҙҒеҮҖй—ҙзҡ„е»әзӯ‘ж–№йқўеҒҡдәҶжҜ”иҫғж·ұеҲ»зҡ„з ”з©¶гҖӮ
1.2 еӣҪйҷ…ж ҮеҮҶ
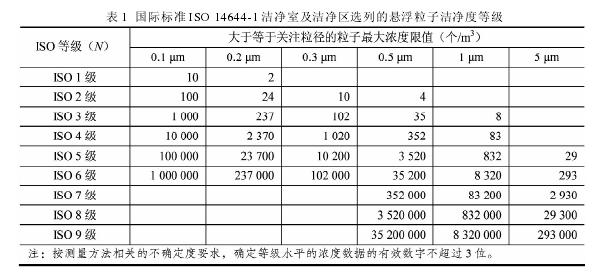
еңЁжҙҒеҮҖжҠҖжңҜдёӯпјҢжҠҠе°ҸдәҺ10Ојmзҡ„зІ’еӯҗдҪңдёәз ”з©¶еҜ№иұЎдё»иҰҒжңүзІүе°ҳгҖҒзәӨз»ҙгҖҒеҫ®з”ҹзү©зӯүгҖӮз©әж°”зҡ„жҙҒеҮҖеәҰз”ЁжқҘиЎЎйҮҸз©әж°”зҺҜеўғдёӯзҡ„еҗ«е°ҳйҮҸпјҢеҗ«е°ҳйҮҸй«ҳзҡ„жҙҒеҮҖеәҰдҪҺпјҢеҗ«е°ҳйҮҸдҪҺзҡ„жҙҒеҮҖеәҰй«ҳпјҢз©әж°”жҙҒеҮҖеәҰзә§еҲ«е°ұжҳҜд»Ҙеҗ«е°ҳжө“еәҰжқҘеҲ’еҲҶзҡ„гҖӮеҗ«е°ҳжө“еәҰдёҖиҲ¬д»ҘеҚ•дҪҚдҪ“з§Ҝз©әж°”еӨ§дәҺе’ҢзӯүдәҺжҹҗдёҖзІ’еҫ„зҡ„зІ’еӯҗж•°жқҘиЎЁзӨәгҖӮз©әж°”жҙҒеҮҖеәҰзә§еҲ«жҳҜиҜ„д»·з©әж°”жҙҒеҮҖзҺҜеўғзҡ„ж ёеҝғжҢҮж ҮгҖӮиҮӘ1963е№ҙпјҢзҫҺеӣҪзҺҜеўғ科еӯҰжҠҖжңҜз ”з©¶жүҖпјҲIESпјүеҲ¶е®ҡдәҶ第дёҖйЎ№жҙҒеҮҖе®Өж ҮеҮҶвҖ”вҖ”зҫҺеӣҪиҒ”йӮҰж ҮеҮҶ209Aд»ҘжқҘ, жҙҒеҮҖе®Өзӣёе…іж ҮеҮҶеҸҠз®ЎзҗҶзӯүж–№йқўеңЁйҖҗжёҗең°еҗ‘е…¬еҲ¶иҝҮжёЎпјҢзӣ®еүҚеӣҪйҷ…дёҠе№ҝжіӣдҪҝз”ЁеӣҪйҷ… ISO 14644-1 ж ҮеҮҶпјҢзҫҺеӣҪдәҺ2011 е№ҙе№ҙжң«е®һж–ҪиҝҷдёӘж ҮеҮҶпјҢдҝ„зҪ—ж–ҜдәҺ2000 е№ҙйҮҮз”ЁISO 14644-1 дёәеӣҪ家ж ҮеҮҶпјҢдёӯеӣҪеңЁгҖҠжҙҒеҮҖеҺӮжҲҝи®ҫ计规иҢғгҖӢдёӯжҳҺ确规е®ҡйҮҮз”Ё ISO 14644-1 ж ҮеҮҶпјҲеҰӮиЎЁ1жүҖзӨәпјүпјҢ并дәҺ 2002 е№ҙ1жңҲ1ж—Ҙиө·е®һж–ҪпјҢ并е№ҝжіӣдҪҝйҖӮз”ЁдәҺйӣҶжҲҗз”өи·ҜгҖҒзҺ°д»ЈеҢ–д»ӘиЎЁеҲ¶йҖ гҖҒзІҫеҜҶжңәжў°гҖҒеҲ¶иҚҜеҢ»з–—гҖҒйЈҹе“ҒгҖҒ科еӯҰе®һйӘҢжҙ»еҠЁзӯүйўҶеҹҹпјҢе°Өе…¶жҳҜж–°е…ҙзҡ„TFT-LCD еҲ¶йҖ йўҶеҹҹгҖӮ
1.3 жҙҒеҮҖй—ҙж°”жөҒеҪўејҸ
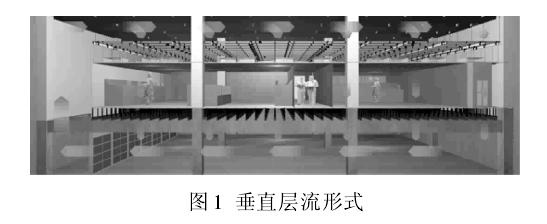
дёәдәҶиҫҫеҲ°дёҚеҗҢеҮҖеҢ–зә§еҲ«жүҖеҜ№еә”зҡ„йў—зІ’жө“еәҰеҖјпјҢеҝ…йЎ»еҜ№еҗ„з§Қйў—зІ’жө“еәҰиҝӣиЎҢжҺ§еҲ¶гҖӮжҙҒеҮҖе®ӨеҶ…зҡ„жё©еәҰгҖҒж№ҝеәҰд»ҘеҸҠеҺӢе·®зҡ„жҺ§еҲ¶жҠҖжңҜзҡ„з ”з©¶дёҺеә”з”Ёж—©жңҹе°ұе·Із»ҸејҖе§ӢпјҢзӣ®еүҚе·Із»ҸеҸ‘еұ•жҲҗзҶҹгҖӮжҙҒеҮҖе®ӨеҶ…зІүе°ҳзҡ„еҫ®е°Ҹйў—зІ’жҺ§еҲ¶пјҢе°Өе…¶жҳҜеҸҜеҗёе…Ҙйў—зІ’зү©зҡ„жҺ§еҲ¶зӣ®еүҚиҝҳеӨ„еңЁеҸ‘еұ•йҳ¶ж®өпјҢе…¶жҺ§еҲ¶зҡ„еҹәжң¬жҖқи·ҜжҳҜпјҡпјҲ1пјүйҳІжӯўе®ӨеӨ–зІүе°ҳиҝӣе…Ҙе®ӨеҶ…пјҢпјҲ2пјүжҺ§еҲ¶е®ӨеҶ…зІүе°ҳзҡ„дә§з”ҹпјҢпјҲ3пјүзІүе°ҳдә§з”ҹзҡ„зӣҙжҺҘйҳІжӯўе’ҢзІүе°ҳзҡ„иҝ…йҖҹжҺ’йҷӨгҖӮе…¶дёӯпјҢжҙҒеҮҖй—ҙж°”жөҒзҡ„жҺ§еҲ¶дёҺж”№е–„жҳҜзІүе°ҳзҡ„иҝ…йҖҹжҺ’йҷӨзҡ„жңүж•ҲжүӢж®өгҖӮжҙҒеҮҖе®ӨеҶ…зҡ„ж°”жөҒжҢүжөҒеҠЁж–№ејҸпјҢеҸҜд»ҘеҲҶдёәеұӮжөҒе’Ңд№ұжөҒгҖӮеңЁжөҒеҠЁзҡ„иҝҮзЁӢеҪ“дёӯпјҢд»ҘдёҖе®ҡжөҒйҖҹгҖҒеҚ•дёҖйҖҡи·ҜгҖҒеҚ•дёҖж–№еҗ‘жөҒеҠЁзҡ„ж°”жөҒпјҢиў«з§°дёәеұӮжөҒпјҢд№ҹеҸ«еҚ•еҗ‘жөҒпјӣж°”жөҒж— еӣәе®ҡзҡ„ж–№еҗ‘жөҒеҠЁеҸ«д№ұжөҒпјҢд№ҹеҸ«зҙҠжөҒжҲ–йқһеҚ•еҗ‘жөҒгҖӮеұӮжөҒжҢүз…§ж°”дҪ“жөҒеҠЁж–№еҗ‘еҸҲеҸҜеҲҶдёәпјҡд»ҺеӨ©дә•еҲ°ең°йқўж–№еҗ‘зҡ„жөҒеҠЁзҡ„еһӮзӣҙеұӮжөҒпјҲVertical LaminarFlow Typeпјүе’Ңж°”жөҒд»Һе®ӨеҶ…зҡ„дёҖдҫ§жөҒеҲ°еҸҰдёҖдҫ§зҡ„ж°ҙе№іеұӮжөҒпјҲHorizontal Laminar Flow TypeпјүгҖӮзӣ®еүҚпјҢеӣҪеҶ…еӨ–зҡ„жҙҒеҮҖе®Өдё»иҰҒд»ҘеһӮзӣҙеұӮжөҒдёәдё»(еӣҫ1)пјҢеҜ№жҙҒеҮҖе®ӨеҶ…ж°”жөҒеҲҶеёғзү№жҖ§иҝӣиЎҢз ”з©¶зҡ„ж–№жі•дё»иҰҒжңүж°”жөҒеҸҜи§ҶеҢ–пјҢCFD жЁЎжӢҹпјҢзӣҙжҺҘжөӢйҮҸжі•зӯүзӯүпјҢиҝҷдәӣж–№жі•еҫҲе®һз”Ёдё”е·Іеҫ—еҲ°е№ҝжіӣзҡ„еә”з”ЁгҖӮзӣ®еүҚзҡ„з»қеӨ§еӨҡж•°з ”з©¶е®ӨеҲ©з”Ёиҝҷдәӣж–№жі•иҝӣиЎҢиҜ•йӘҢжөӢиҜ•е’ҢеҲҶжһҗпјҢдҪҶз”ұдәҺеңЁе®һйҷ…з”ҹдә§иҝҗиЎҢиҝҮзЁӢдёӯпјҢдјҡжңүжұЎжҹ“зү©дёҚж–ӯдә§з”ҹпјҢдё”еӯҳеңЁдә§з”ҹеҺҹеӣ гҖҒдә§з”ҹж—¶жңәдёҚзЎ®е®ҡд»ҘеҸҠе®үе…ЁжҖ§зӯүжҠҖжңҜжҖ§йҡҫйўҳе’Ңз»ҸжөҺжҖ§й—®йўҳпјҢжүҖд»Ҙж”№е–„жҙҒеҮҖе®Өеҗ„з§Қеҗ„ж ·зҡ„ејӮеёёж°”жөҒй—®йўҳе°ұжҳҫеҫ—иҮіе…ійҮҚиҰҒгҖӮ
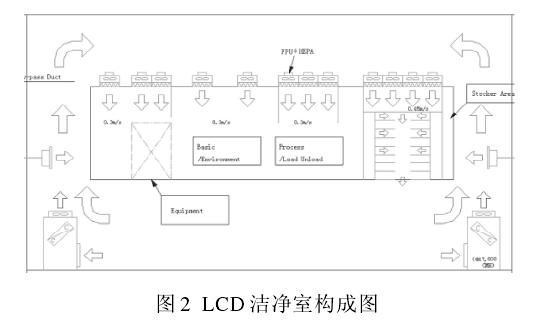
2 TFT LCD еҲ¶йҖ дёҡз”ЁжҙҒеҮҖе®Өж°”жөҒзі»з»ҹзҡ„зү№жҖ§йҡҸзқҖ TFT-LCD дә§дёҡзҡ„еҝ«йҖҹеҸ‘еұ•пјҢеҜ№еҲ¶йҖ еҠ е·ҘеҺӮжҲҝзҡ„жҙҒеҮҖеәҰдёҺз»ҶиҸҢзҡ„йҷҗеҲ¶еәҰи¶ҠжқҘи¶Ҡй«ҳгҖӮе…¶з”ҹдә§еҲ¶йҖ е·Ҙиүәе’Ңдә§е“ҒеқҮеҫ—зӣҠдәҺз©әж°”дёӯжӮ¬жө®жұЎжҹ“зү©зҡ„жҺ§еҲ¶гҖӮжҙҒеҮҖе®ӨеҸҠзӣёе…іеҸ—жҺ§зҺҜеўғдҝқиҜҒз©әж°”дёӯжӮ¬жө®зІ’еӯҗиў«жҺ§еҲ¶еңЁеҗҲйҖӮзҡ„зә§еҲ«пјҢд»ҘзЎ®дҝқе®ҢжҲҗеҜ№жұЎжҹ“ж•Ҹж„ҹзҡ„е·ҘиүәеҲ¶зЁӢгҖӮжң¬з ”究дёӯзҡ„LCDжҙҒеҮҖй—ҙеҺӮжҲҝжҳҜй…ҚжңүдёӨйқўйҖҡйЈҺз«–дә•зҡ„еһӮзӣҙеұӮжөҒеһӢе·Ҙдёҡз”ЁжҙҒеҮҖеҺӮжҲҝпјҢдёӢйғЁйқҷеҺӢеұӮи®ҫжңүFCU иЈ…зҪ®гҖӮдёӢйғЁйқҷеҺӢеұӮеҶҚжҠҠжҙҒеҮҖз©әж°”йҖҡиҝҮйҖҒйЈҺйҖҡйҒ“йҖҒеҲ°дёҠйғЁйқҷеҺӢеұӮпјҢдёҠйғЁйқҷеҺӢеұӮеҲ©з”ЁFFUйҖҒеҮәжҙҒеҮҖз©әж°”пјҢжҙҒеҮҖе®Өе’ҢдёӢйғЁйқҷеҺӢеұӮд№Ӣй—ҙй“әи®ҫеӨҡеӯ”еӣһйЈҺең°жқҝпјҲPunching PlateпјүпјҢеҪўжҲҗеҶҚеҫӘзҺҜзі»з»ҹпјҢи§Ғеӣҫ2гҖӮ
еңЁ TFT LCD з”ҹдә§иҝҮзЁӢеҪ“дёӯпјҢеҪұе“Қж°”жөҒзҡ„дё»иҰҒеӣ зҙ жңүпјҡжҙҒеҮҖй—ҙеұӮй«ҳгҖҒж°”жөҒз»„з»ҮжЁЎејҸгҖҒFFUзҡ„еёғеұҖгҖҒFFU еҮәеҸЈйЈҺйҖҹгҖҒең°жқҝзҡ„ејҖеҸЈзҺҮгҖҒи®ҫеӨҮзҡ„жҺ’ж°”гҖҒи®ҫеӨҮеёғеұҖгҖҒеҪўзҠ¶зӯүгҖӮжҺҢжҸЎж°”жөҒжҙҒеҮҖжҠҖжңҜзҡ„еҗ„йЎ№еҺҹеҲҷпјҢеҸҜдҪҝдә§е“Ғзҡ„иүҜе“ҒзҺҮе’ҢеҸҜйқ жҖ§зЎ®е®һиҫҫеҲ°ж–°зҡ„ж°ҙе№ігҖӮиүҜеҘҪзҡ„ж°”жөҒпјҢеҸҜд»ҘеңЁиҫғе°Ҹзҡ„зі»з»ҹеҫӘзҺҜйЈҺйҮҸе’Ңзі»з»ҹиғҪиҖ—дёӢиҫҫеҲ°иҫғй«ҳзҡ„з©әж°”жҙҒеҮҖеәҰгҖӮ
3 LCD жҙҒеҮҖй—ҙдё»иҰҒзҡ„ж°”жөҒй—®йўҳ
3.1 LCD жҙҒеҮҖй—ҙи®ҫеӨҮзҡ„жҗ¬е…ҘеҜ№з©әжҖҒеҺҹе§Ӣи®ҫи®Ўзҡ„еҪұе“Қ
еңЁдёӯеӣҪпјҢз”ұдәҺ TFT LCD дә§дёҡеҲҡеҲҡе…ҙиө·пјҢдё“й—Ёй’ҲеҜ№TFT LCDиЎҢдёҡз”ҹдә§зҡ„иҫғдёәжҲҗзҶҹзҡ„жҙҒеҮҖй—ҙж°”жөҒзҡ„и®ҫи®ЎжӯЈеӨ„дәҺиҝ…йҖҹеҸ‘еұ•дёӯпјҢеңЁжҙҒеҮҖй—ҙи®ҫи®ЎеҲқжңҹпјҢи®ҫеӨҮзҡ„еёғзҪ®зҺҮпјҢи®ҫеӨҮзҡ„ејҖеҸЈзҺҮпјҢжҺ’ж°”зҺҮзӯүеӣ зҙ дёҚиғҪеҫҲиҜҰз»Ҷзҡ„зЎ®е®ҡпјҢ并且еңЁи®ҫеӨҮеҪўжҖҒеҗ„ејӮзҡ„жғ…еҶөдёӢй’ҲеҜ№жҖ§зҡ„и®ҫи®Ўд№ҹжҳҜеҫҲйҡҫиҫҫеҲ°зҡ„гҖӮдёҖиҲ¬жғ…еҶөдёӢпјҢеңЁз©әжҖҒж—¶пјҢжҙҒеҮҖй—ҙзҡ„ж°”жөҒжҳҜжӯЈеёёзҡ„пјҢеҹәжң¬дёҠжҳҜе®Ңе…Ёзҡ„еһӮзӣҙеұӮжөҒжЁЎејҸпјҢдҪҶжҳҜз”ұдәҺи®ҫеӨҮзҡ„жҗ¬е…ҘпјҢжҢЎдҪҸдәҶжҙҒеҮҖй—ҙеҶ…еёҰжңүејҖеҸЈзҡ„ең°жқҝпјҢеҮҸе°ҸдәҶең°жқҝзҡ„ејҖеҸЈзҺҮпјҢе®№жҳ“еј•иө·з”ұжӯӨдә§з”ҹзҡ„еңЁдёҚеҗҢжҙҒеҮҖеәҰд№Ӣй—ҙзҡ„ејӮеёёж°”жөҒгҖӮи®ҫеӨҮзҡ„йқўз§Ҝи¶ҠеӨ§пјҢеј•иө·ејӮеёёж°”жөҒзҡ„еҸҜиғҪжҖ§и¶ҠеӨ§гҖӮ
3.2 LCD е…ій”®еҲ¶зЁӢи®ҫеӨҮеҶ…йғЁзҡ„ж°”жөҒй—®йўҳ
еңЁдёҖиҲ¬жғ…еҶөдёӢпјҢз”ұдәҺз§Қз§ҚеҺҹеӣ пјҢLCD жҙҒеҮҖй—ҙзҡ„е»әи®ҫи®ҫи®Ўж—¶пјҢеҗ„з§Қз”ҹдә§и®ҫеӨҮдёҠж–№жҳҜеҗҰејҖеҸЈпјҢдёӢж–№жҳҜеҗҰжңүи¶іеӨҹзҡ„жҺ’ж°”иЈ…зҪ®зӯүиҜҰз»Ҷз»ҶиҠӮжңӘиғҪзәіе…Ҙж°”жөҒи®ҫи®Ўзҡ„иҖғиҷ‘еҶ…е®№пјҢдҪҝеҫ—LCD з”Ёз”ҹдә§жҙҒеҮҖй—ҙеҚғзҜҮдёҖеҫӢпјҢжІЎжңүе·®еҲ«дёҺй’ҲеҜ№жҖ§пјҢиҝҷж ·е°ұдҪҝеҫ—йғЁеҲҶи®ҫеӨҮд»…д»…дҫқйқ еҗҢе…¶д»–и®ҫеӨҮдёҖж ·зҡ„жҙҒеҮҖз©әй—ҙжқЎд»¶дёӢпјҢе®№жҳ“йҖ жҲҗи®ҫеӨҮжҺ’ж°”зӣёеҜ№дёҚи¶ігҖӮ
4 ж°”жөҒж”№е–„ж–№жі•еҸҠжЎҲдҫӢ
еҲҮе®һжңүж•Ҳзҡ„ж°”жөҒж”№е–„ж–№жі•пјҢдҫқиө–дәҺејӮеёёж°”жөҒеҲҶжһҗдёӯеҫ—еҲ°зҡ„жӯЈзЎ®ејӮеёёеҺҹеӣ гҖӮеңЁе®һйҷ…зҡ„ TFT-LCDз”ҹдә§иҝҮзЁӢеҪ“дёӯпјҢйҖҡиҝҮж”№е–„ж°”жөҒж”№е–„з”ҹдә§зҺҜеўғзҡ„жҙҒеҮҖеәҰпјҢжҸҗй«ҳдә§е“ҒиүҜзҺҮзҡ„жЎҲдҫӢеҫҲеӨҡ,иҝҷйҮҢй’ҲеҜ№д»ҘдёҠеёёи§Ғзҡ„й—®йўҳеҲ—дёҫдәҶдёӨдёӘжңҖйҮҚиҰҒзҡ„ж”№е–„жЎҲдҫӢгҖӮ
4.1 ж №жҚ®и®ҫеӨҮеҺҹеӣ ж”№е–„ж°”жөҒ
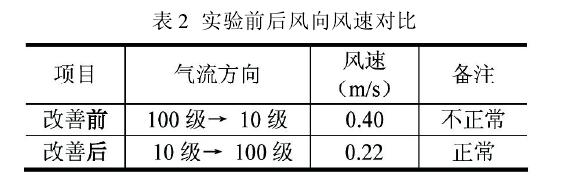
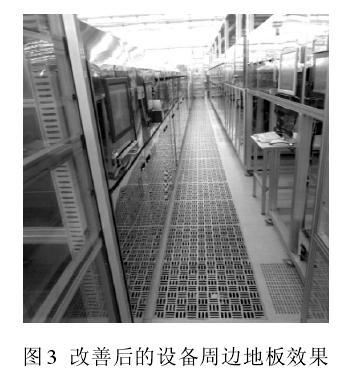
еңЁз©әжҖҒзҡ„зҠ¶жҖҒдёӢпјҢжҙҒеҮҖй—ҙзҡ„ж°”жөҒжҳҜжӯЈеёёзҡ„пјҢеҹәжң¬дёҠжҳҜе®Ңе…Ёзҡ„еһӮзӣҙеұӮжөҒжЁЎејҸпјҢдҪҶжҳҜз”ұдәҺи®ҫеӨҮзҡ„жҗ¬е…ҘпјҢжҢЎдҪҸдәҶжҙҒеҮҖй—ҙеҶ…еёҰжңүејҖеҸЈзҡ„ең°жқҝпјҢеҮҸе°ҸдәҶејҖеҸЈзҺҮпјҢи®ҫеӨҮзҡ„йқўз§Ҝи¶ҠеӨ§пјҢејҖеҸЈзҺҮдёӢйҷҚи¶ҠеӨҡгҖӮзӣёеҜ№дәҺжҙҒеҮҖеәҰжҜ”иҫғй«ҳзҡ„еҢәеҹҹпјҢжүҖд»ҘйқҷжҖҒж—¶ж°”жөҒе°ұе·Із»ҸеҸ‘з”ҹдәҶж”№еҸҳгҖӮеңЁи®ҫеӨҮдёҚеҗҢеёғзҪ®зҺҮд№Ӣй—ҙпјҢе®№жҳ“еј•иө·з”ұжӯӨдә§з”ҹзҡ„еңЁдёҚеҗҢжҙҒеҮҖеәҰд№Ӣй—ҙзҡ„ејӮеёёж°”жөҒпјҢеҰӮжһңеңЁжҙҒеҮҖй—ҙе»әи®ҫи®ҫи®Ўж–Ҫе·Ҙзҡ„ж—¶еҖҷпјҢжІЎжңүиҖғиҷ‘еҲ°иҝҷдёӘй—®йўҳпјҢйӮЈд№ҲеңЁе®һйҷ…з”ҹдә§иҝҮзЁӢдёӯпјҢж”№е–„з”ұжӯӨйҖ жҲҗејӮеёёжғ…еҶөпјҢиҖғиҷ‘и®ҫеӨҮзҡ„е‘ЁеӣҙйҖӮеҪ“зҡ„еўһеҠ ең°жқҝзҡ„ејҖеҸЈзҺҮжҳҜз»ҸжөҺжңүж•Ҳж–№жЎҲгҖӮеҰӮиЎЁ2жүҖзӨәпјҢеңЁж”№е–„д№ӢеүҚпјҢжҙҒеҮҖзӯүзә§10зә§дёҺ100 зә§д№Ӣй—ҙпјҲEquipment 2# дёҺ 3#пјүпјҢеӯҳеңЁз”ұжҙҒеҮҖдҪҺзҡ„еҢәеҹҹеҗ‘жҙҒеҮҖй«ҳзҡ„еҢәеҹҹж–№еҗ‘зҡ„ејӮеёёж°”жөҒпјҢж°”йҖҹй«ҳиҫҫ 0.40 m/sпјҢеҜ№дә§е“Ғзҡ„иүҜзҺҮжҸҗеҚҮеёҰжқҘйҡҗжӮЈгҖӮжӣҙжҚўиҜҘи®ҫеӨҮе‘ЁеӣҙеҢәеҹҹзҡ„зӣІжқҝ 36 еқ—пјҢе…¶ејҖеҸЈзҺҮдёә 46%гҖӮж•ҲжһңеҰӮеӣҫ3 жүҖзӨәгҖӮзӣ®еүҚж°”жөҒж–№еҗ‘ж”№еҸҳ并且иҫҫеҲ°дәҶ0.22 m/s зҡ„жӯЈеёёж°”жөҒж°”йҖҹзҡ„ж ҮеҮҶгҖӮиҜҙжҳҺи®ҫеӨҮзҡ„ж”ҫзҪ®еҪұе“ҚдәҶең°жқҝзҡ„еҺҹжңүзҡ„ејҖеҸЈзҺҮпјҢд»ҘиҮҙж”№еҸҳдәҶз©әжҖҒж—¶еҺҹжңүзҡ„и®ҫи®Ўж°”жөҒеҪўжҖҒпјҢеңЁиҝҷж ·зҡ„жқЎд»¶дёӢпјҢеҢәеҹҹжҖ§зҡ„жӣҙжҚўејҖеҸЈзҺҮеӨ§зҡ„ең°жқҝеҜ№ж°”жөҒж”№е–„йқһеёёжңүж•ҲжһңгҖӮеңЁж”№е–„иҝӣиЎҢж—¶еҲ»еүҚеҗҺ15еӨ©зҡ„ж—¶й—ҙйҮҢпјҢжӯӨи®ҫеӨҮеҲ¶дҪңзҡ„LOTyield жҸҗеҚҮдәҶ0.08%пјҢжҢү2010е№ҙе№ҙеә•зҡ„еёӮеңәжғ…еҶөпјҢ收зӣҠеңЁ60дёҮе…ғдәәж°‘еёҒе·ҰеҸігҖӮ
4.2 ж №жҚ®дёҚеҗҢе·Ҙиүәдә§е“Ғж»һз•ҷж—¶й—ҙж”№е–„ж°”жөҒ
TFT LCD з”ҹдә§еҲ¶йҖ дёӯпјҢдёҚеҗҢзҡ„з”ҹдә§е·Ҙиүәзҡ„и®ҫеӨҮжҳҜдёҚеҗҢзҡ„гҖӮжңүзҡ„и®ҫеӨҮжҳҜе®Ңе…Ёе°Ғй—ӯзҡ„пјҢдә§е“Ғеҹәжқҝж•ҙдёӘиҝҮзЁӢйғҪеңЁеҜҶй—ӯжҲ–и®ҫеӨҮиҮӘиә«еёҰжңү EFUпјҲEquipmentFan Unitпјүзҡ„еҜҶй—ӯи®ҫеӨҮйҮҢпјҢйӮЈд№ҲеҜ№дәҺиҝҷеҸ°и®ҫеӨҮпјҢйҷӨдәҶи®ҫеӨҮеҶ…йғЁйңҖиҰҒдҝқиҜҒжҺ’ж°”йЎәз•…еӨ–пјҢдә§е“ҒеҹәжқҝеңЁи®ҫеӨҮжҠ•е…Ҙе…ҘеҸЈзӯүеҫ…еҢәеҹҹзҡ„ж°”жөҒжҳҜжңҖйҮҚиҰҒзҡ„гҖӮеҜ№дәҺи®ҫеӨҮдёәдёҠж–№ејҖеҸЈи®ҫеӨҮпјҢжҠ•е…ҘеҸЈзӯүеҫ…зҡ„еҢәеҹҹж°”жөҒд№ҹжҳҜеҗҢж ·йқһеёёйҮҚиҰҒзҡ„гҖӮ
дә§е“ҒеңЁз”ҹдә§иҝҮзЁӢеҒңз•ҷж—¶й—ҙжңҖй•ҝзҡ„еҢәеҹҹе°ұжҳҜдә§е“ҒжңҖе®№жҳ“еҸ—еҲ°зІүе°ҳжұЎжҹ“зҡ„еҢәеҹҹгҖӮеңЁдәҶи§Ј TFT LCD з”ҹдә§е·ҘиүәеҗҺпјҢеҸҜд»ҘжүҫеҲ°TFT-LCDз”ҹдә§ж—¶дә§е“Ғж»һз•ҷж—¶й—ҙй•ҝзҹӯзҡ„规еҫӢпјҢйӮЈд№Ҳй’ҲеҜ№иҝҷдәӣеҢәеҹҹиҝӣиЎҢж”№е–„е°ұдјҡдәӢеҚҠеҠҹеҖҚпјҢж•ҲжһңжӣҙдҪігҖӮйҖҡеёёзҡ„жғ…еҶөдёӢпјҢIndexerжҳҜLOTеҒңз•ҷзӯүеҫ…ж—¶й—ҙиҫғй•ҝпјҢ并且 Glass еҚ•еј иҝӣиЎҢж—¶пјҢеҒңз•ҷж—¶й—ҙжңҖй•ҝзҡ„еҢәеҹҹгҖӮ
иҮӘеҠЁиҫ“иҝҗеҷЁеҢәеҹҹз”ұдәҺжңәжў°жүӢиҮӮзҡ„е®үиЈ…пјҢеҝ…然еҪұе“ҚдәҶеҺҹе§Ӣи®ҫи®Ўзҡ„ең°жқҝејҖеҸЈзҺҮпјҢеӣ жӯӨпјҢеңЁеҸҜиғҪзҡ„жғ…еҶөдёӢпјҢйҖӮеҪ“жӣҙжҚўејҖеҸЈзҺҮжӣҙеӨ§зҡ„ең°жқҝжҳҜжҜ”иҫғеҗҲйҖӮзҡ„гҖӮ
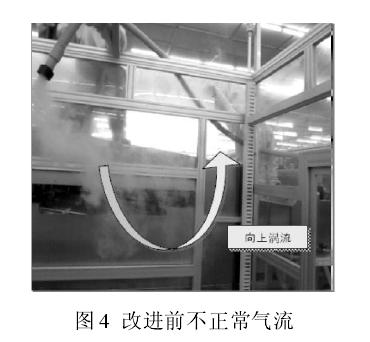
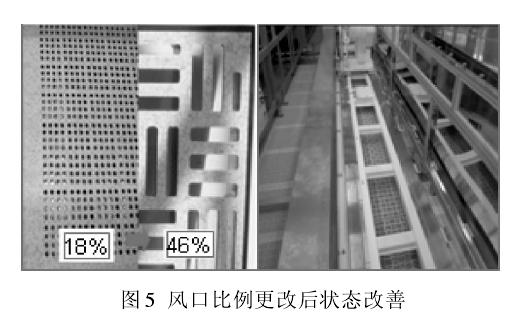
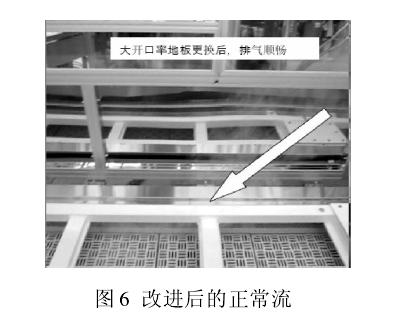
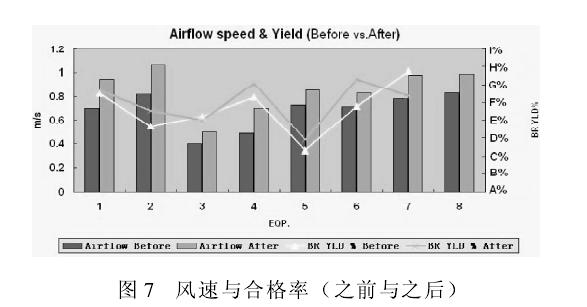
дҫӢеҰӮпјҢеңЁ 2# и®ҫеӨҮзҡ„ Indexer еҶ…йғЁпјҢеңЁз«–йЈҺдә•дҫ§ж–№еҗ‘жңүеҗ‘дёҠзҡ„ж¶ЎжөҒжғ…еҶөпјҢеҰӮеӣҫ4жүҖзӨәгҖӮиҝҷдёӘдҪҚзҪ®пјҢжӯЈжҳҜзҺ»з’ғжқҝиҝӣе…Ҙи®ҫеӨҮеүҚйӣҶдёӯзӯүеҫ…зҡ„й«ҳеәҰпјҢиҝҷеҜ№еңЁжӯӨй«ҳеәҰзҡ„зҺ»з’ғжқҝзҡ„жҙҒеҮҖеәҰжҳҜеҫҲдёҚеҲ©зҡ„гҖӮдёәдәҶдҝқиҜҒжҙҒеҮҖеәҰпјҢжң¬ж–№жЎҲе°Ҷ13еқ—ејҖеҸЈдёә18%зҡ„ең°жқҝпјҢжӣҙжҚўдёәејҖеҸЈзҺҮдёә46%зҡ„ең°жқҝпјҢеңЁжӣҙжҚўең°жқҝеҗҺпјҢең°жқҝзҡ„ејҖеҸЈзҺҮеҚҮй«ҳпјҢеҰӮеӣҫ5жүҖзӨәгҖӮеҲ©з”Ё FOGGER ж°”жөҒжЁЎжӢҹи®ҫеӨҮпјҲMSP-2010пјүпјҢеҜ№IndexerеҶ…йғЁж°”жөҒиҝӣиЎҢжЁЎжӢҹжөӢиҜ•пјҢж•ҲжһңеҰӮеӣҫ6жүҖзӨәгҖӮеҺҹжқҘеңЁз«–йЈҺдә•дҫ§жңүж¶ЎжөҒзҡ„и®ҫеӨҮIndexerеҶ…йғЁ, жңүе®іж¶ЎжөҒж¶ҲеӨұпјҢж°”жөҒж°”йҖҹеҸҳеӨ§пјҢжӣҙжҚўеҗҺз«–зӣҙеҗ‘дёӢзҡ„еһӮзӣҙж°”жөҒж°”йҖҹз”ұ0.82 m/sжҸҗеҚҮиҮі 1.06 m/sгҖӮж°”жөҒеҸҳеҫ—йЎәз•…еҗҺпјҢзІүе°ҳе°Ҷжңүж•Ҳзҡ„жҺ’йҷӨпјҢжңҖз»ҲеҸҜдҪҝ Yield жңүж•ҲжҸҗеҚҮгҖӮ
еңЁж”№е–„еҗҺзҡ„дёҖдёӘжңҲзҡ„ж—¶й—ҙйҮҢпјҢйҖҡиҝҮеҜ№зӣёе…іи®ҫеӨҮзҡ„еҗҲж јзҺҮзӣ‘жҺ§з»“жһңжқҘзңӢпјҢеҗҲж јзҺҮжҸҗеҚҮж•ҲжһңжҳҺжҳҫпјҢеҰӮеӣҫ7жүҖзӨәгҖӮеңЁең°жқҝжӣҙжҚўеҗҺзҡ„и®ҫеӨҮ Indexer еҶ…йғЁж°”жөҒж°”йҖҹйғҪжңүдёҚеҗҢзЁӢеәҰзҡ„жҸҗй«ҳпјҢж•ҙдҪ“дёҠзңӢпјҢдә§е“ҒиүҜзҺҮйғҪжңүзӣёеә”зҡ„еҚҮй«ҳгҖӮдҫӢеҰӮ2#и®ҫеӨҮпјҢжӯӨи®ҫеӨҮз”ҹдә§зҡ„дә§е“ҒArray Yield жңү0.6%зҡ„жҸҗеҚҮпјҢжҢү2010 е№ҙе№ҙеә•TFTLCD жҷ®йҖҡеһӢеҸ·дә§е“Ғзҡ„еёӮеңәжғ…еҶөзңӢпјҢ预计收зӣҠеңЁ 500дёҮе…ғдәәж°‘еёҒе·ҰеҸігҖӮ
5 з»“и®ә
жңүж•Ҳең°ж”№е–„ LCD жҙҒеҮҖе®ӨжҙҒеҮҖж°”жөҒпјҢйҰ–е…ҲйңҖиҰҒеҜ№жҙҒеҮҖе®Өзҡ„ж°”жөҒжңүжүҖжҺҢжҸЎпјҢе°Өе…¶жҳҜејӮеёёж°”жөҒпјӣе…¶ж¬ЎйңҖиҰҒеҜ№ TFT LCD е·Ҙиүәжңүж·ұеәҰзҡ„дәҶи§ЈпјҢжӣҙйҮҚиҰҒзҡ„жҳҜйңҖиҰҒй•ҝж—¶й—ҙзҡ„жөӢиҜ•д»ҘеҸҠе®һйӘҢпјҢжүҚиғҪеҫ—еҲ°жӯЈзЎ®жңүж•Ҳзҡ„ж”№е–„ж–№жі•гҖӮиҖғиҷ‘еҲ°еұҖйғЁзҡ„ж°”жөҒж”№е–„еҜ№ж•ҙдҪ“зҡ„ж°”жөҒе№іиЎЎд№ҹдјҡдә§з”ҹдёҖе®ҡзҡ„еҪұе“ҚпјҢжүҖд»ҘLCDжҙҒеҮҖе®Өж°”жөҒж”№е–„дёҖиҲ¬йҖӮе®ңйҮҮз”ЁеҫӘеәҸжёҗиҝӣзҡ„ж–№ејҸиҝӣиЎҢгҖӮ
5.1 еҜ№ж°”жөҒеҸҳеҢ–йҖ жҲҗеҪұе“Қзҡ„дё»иҰҒеӣ зҙ
з ”з©¶з»“жһңиЎЁжҳҺпјҢеңЁ TFT LCD з”ҹдә§иҝҮзЁӢеҪ“дёӯпјҢең°жқҝзҡ„ејҖеҸЈзҺҮпјҢи®ҫеӨҮзҡ„е°әеҜёеёғеұҖпјҢи®ҫеӨҮзҡ„еҪўзҠ¶е’ҢејҖеҸЈзҺҮпјҢжҳҜеҪұе“Қж°”жөҒеҸҳеҢ–зҡ„дё»иҰҒеӣ зҙ гҖӮжӯӨеӨ–пјҢжҙҒеҮҖй—ҙеұӮй«ҳгҖҒж°”жөҒз»„з»ҮжЁЎејҸгҖҒFFUзҡ„еёғеұҖгҖҒFFUеҮәеҸЈйЈҺйҖҹгҖҒи®ҫеӨҮзҡ„жҺ’ж°”зӯүзӯүд№ҹйғҪдјҡеҜ№ж°”жөҒзҡ„еҸҳеҢ–дә§з”ҹеҪұе“ҚгҖӮе…¶дёӯпјҢйҖҡиҝҮз ”з©¶и®ҫеӨҮеёғеұҖеҜ№ең°жқҝејҖеҸЈзҺҮзҡ„еҪұе“ҚпјҢж”№е–„еҢәеҹҹжҖ§зҡ„ејӮеёёж°”жөҒжҳҜйқһеёёжңүж•Ҳзҡ„ж–№жі•пјҢе°Өе…¶жҳҜе°ҸиҢғеӣҙеҶ…еҢәеҹҹжҖ§ж°”жөҒж”№е–„гҖӮ
жң¬ж–Үе®һйӘҢжЎҲдҫӢдёӯпјҢжӣҙжҚўдәҶж …ж јең°жқҝ 36 еқ—еҗҺпјҢйЈҺеҗ‘иҪ¬дёәжӯЈеёёж–№еҗ‘пјҢйЈҺйҖҹз”ұ0.22 m/sеҸҳдёә0.40 m/sпјҢзӣёеә”ең°пјҢдә§е“ҒиүҜеҘҪзҺҮжҸҗеҚҮ0.08%пјҢж”№е–„ж•Ҳжһңйқһеёёжҳҫи‘—гҖӮ
5.2 ж №жҚ®е·Ҙиүәдә§е“Ғж»һз•ҷж—¶й—ҙж”№е–„ж°”жөҒ
LCD з”ҹдә§и®ҫеӨҮеӣ е·ҘиүәдёҚеҗҢпјҢи®ҫеӨҮзҡ„з»“жһ„еёғеұҖеҸҠзҺҜеўғдёҚеҗҢпјҢеҮәе°ҳдҪҚзҪ®д№ҹжңүжүҖе·®ејӮпјҢеӣ жӯӨи®ҫеӨҮеҜ№ж°”жөҒзҡ„иҰҒжұӮжҳҜдёҚдёҖж ·зҡ„пјҢж №жҚ®и®ҫеӨҮеҜ№ж°”жөҒзҡ„иҰҒжұӮе’Ңдә§е“Ғж»һз•ҷж—¶й—ҙж”№е–„ж°”жөҒпјҢжҳҜдҪҝжҙҒеҮҖй—ҙж°”жөҒдјҳеҢ–зҡ„жңүж•Ҳж–№жі•гҖӮ
йҖҡиҝҮеңЁLCDеҲ¶дҪңиҝҮзЁӢдёӯзҡ„е…ій”®дёә46%ејҖеҸЈзҺҮж …ж јең°жқҝпјҢи®ҫеӨҮ Indexer еҶ…ж°”жөҒж°”йҖҹеҚҮй«ҳ 0.2 m/s е·ҰеҸіпјҢдә§е“ҒиүҜеҘҪзҺҮе№іеқҮжҸҗй«ҳ 0.17% е·ҰеҸігҖӮ
5.3 д»ҠеҗҺзҡ„ж°”жөҒж”№е–„зҡ„еҸ‘еұ•ж–№еҗ‘еҸҠеүҚжҷҜ
з»јдёҠжүҖиҝ°пјҢTFT LCD иЎҢдёҡдёәдәҶжҸҗеҚҮдә§е“Ғзҡ„иүҜзҺҮпјҢж°”жөҒз®ЎзҗҶд№ҹжңүе…¶иҮӘиә«зҡ„зү№зӮ№пјҢиҝҷжҳҜз”ұTFT LCDзҡ„ж“ҚдҪңе·ҘиүәеҶіе®ҡзҡ„гҖӮйҖҡеёёдёҚд»…д»…еұҖйҷҗдәҺз»ҙжҠӨжҙҒеҮҖе®ӨжҙҒеҮҖзӯүзә§зҡ„з®ЎзҗҶгҖӮеҗҢж—¶пјҢз”ұдәҺзҺ°еңәзҡ„еӨҚжқӮжҖ§пјҢе’Ңе®һйӘҢзҡ„еҸҜж“ҚдҪңжҖ§пјҢCFD зӯүж°”жөҒжЁЎжӢҹж–№жі•еҸӘеңЁеҝ…иҰҒж—¶дҪҝз”ЁгҖӮдёәдәҶеҫ—еҲ°иҙЁйҮҸжӣҙй«ҳжӣҙеҸҜйқ зҡ„ TFT LCD дә§е“ҒпјҢд»ҠеҗҺзҡ„ж°”жөҒж”№е–„йңҖиҰҒжҢҒз»ӯзҡ„з ”з©¶дёҺејҖеҸ‘пјҢйңҖиҰҒеҗ„ж–№йқўзҡ„LCDжҙҒеҮҖй—ҙи®ҫи®Ўдәәе‘ҳз»ҷдәҲжӣҙеӨҡзҡ„и®ҫи®ЎиҖғиҷ‘пјҢйңҖиҰҒзҺ°еңәзҡ„е·ҘдҪңдәәе‘ҳеңЁзҺ°жңүзҡ„еҹәзЎҖдёҠдёҚж–ӯзҡ„жҺўзҙўж–°зҡ„ж”№е–„ж–№жЎҲж–№жі•пјҢжҖ»з»“еҮәжӣҙеӨҡзҡ„е…·жңүе®һи·өж„Ҹд№үзҡ„е®қиҙөз»ҸйӘҢгҖӮ
жң¬ж–Үж ҮзӯҫпјҡжҙҒеҮҖиҪҰй—ҙ
ең°еқҖпјҡеұұдёңзңҒжөҺеҚ—еёӮеӨ©жЎҘеҢәж–°еҫҗеұ…委дјҡй»„жІіе»әйӮҰеӨ§жЎҘиҘҝдҫ§1-6еҸ· з”өиҜқпјҡ0531-68824415 дј зңҹпјҡ0531-68824415
зүҲжқғжүҖжңү:жөҺеҚ—йЎәеҘҮеҮҖеҢ–е·ҘзЁӢжңүйҷҗе…¬еҸё жҠҖжңҜж”ҜжҢҒпјҡеә·зҫҺ科жҠҖ еӨҮжЎҲеҸ·:йІҒICPеӨҮ19040779еҸ· xmlең°еӣҫ htmlең°еӣҫ txtең°еӣҫ зҷ»еҪ•
